












Proces
PŘÍPRAVY NASÁVANÉ KARTONÁŽE

3. Konečný výrobek
Posledním krokem přípravného procesu je výroba vzorkovací formy a následná výroba skutečného vzorku. Vzorky se používají k ověření reálných tvarů a provedení pádových zkoušek. Materiál použitý pro výrobu vzorků je ve stejné kvalitě jako standardní produkce.
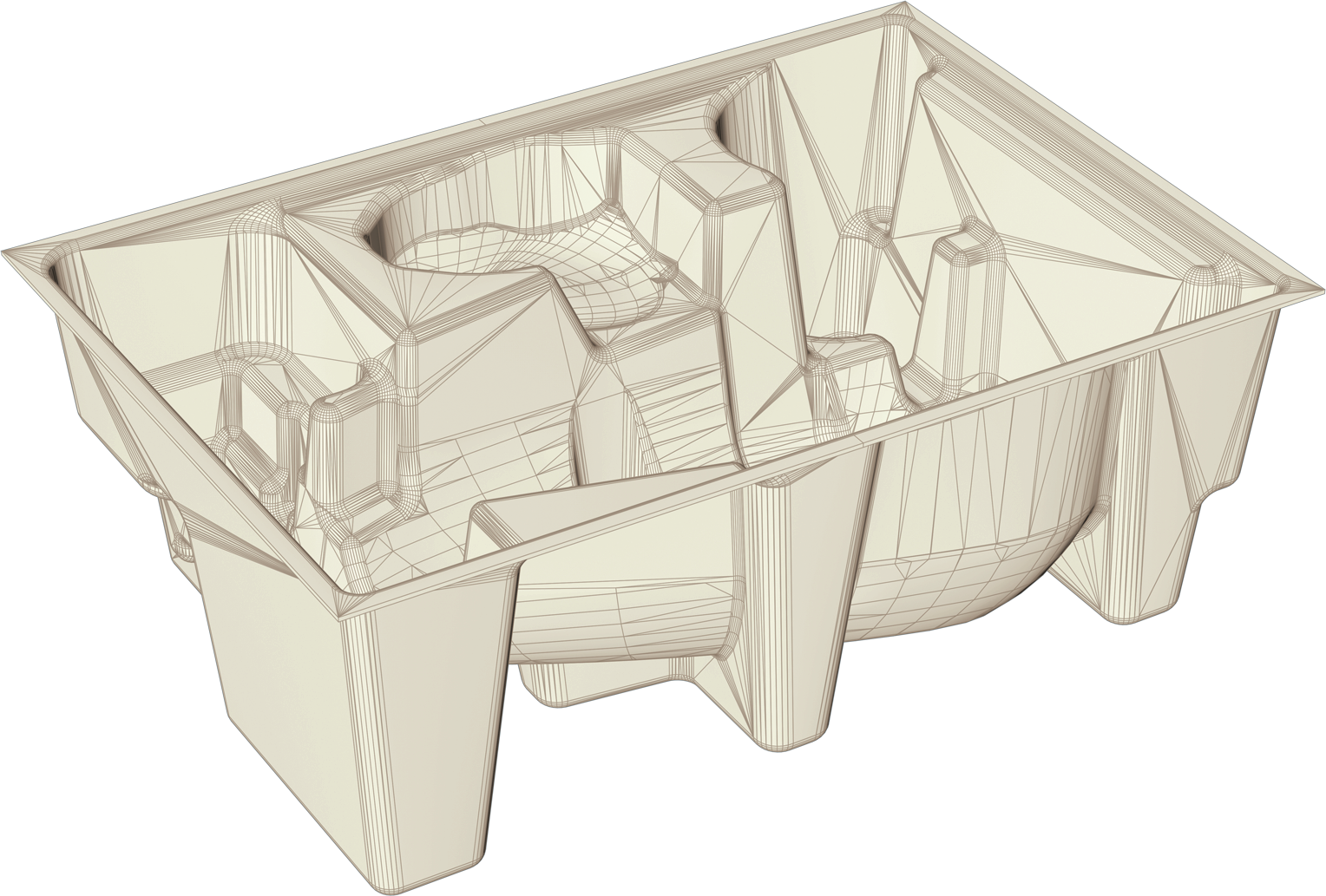
2. 3D design
Druhým přípravným krokem je vytvoření 3D modelu v plné velikosti. Pro tvorbu 3D modelu potřebujeme od zákazníka skutečné vzorky nebo modely produktu, který má být zabalen.
1. Základní idea
Po definování všech vstupních dat je vykreslen jednoduchý nákres traye. Ten slouží k počátečnímu výpočtu ceny a zobrazuje základní představu balení.
VÝROBA
PROCES VÝROBY NASÁVANÉ KARTONÁŽE
KONVENČNÍ LINKA
Sběrový odpadový papír (vlnitá lepenka nebo noviny) je přesně zvážen a vložen do rozvlákňovače. Zde je papír smíchán s vodou a během 15 až 20 minut se rozvlákněn na pulp. Tato směs je čerpána přes dvoustupňovou filtraci, kde se v prvním cyklu odloučí těžké nečistoty (kamínky, písek, kancelářské spony), v druhém cyklu se odloučí všechny lehké nečistoty (dřevo, plast, polystyren a lepicí pásky). Čistý pulp je uskladněn v nádržích a připraven k následnému použití. Posledním krokem přípravy pulpu je směšování na požadované provozní parametry, celý proces je řízen automaticky.
Druhým výrobním krokem je čerpání pulpu do tvářecí části linky, kde dojde k jeho nasátí na hliníkové formy. Po odsátí zbytkové vody je již hotový výrobek přenesen na sušící pás. Proces sušení je automaticky monitorován; během tohoto procesu je regulována vlhkost, teplota a množství sušicího vzduchu. Doba sušení produktu se pohybuje mezi 25 a 35 minutami v závislosti na jeho velikosti a tloušťce materiálu.
V případě, že zákazník požaduje vysokou kvalitu povrchu, nebo přesnost vnitřních rozměrů traye, jsou výrobky přelisovány v horké formě. Vliv vysoké teploty a mnohatunového tunového tlaku vede k vyhlazení povrchu. Aby bylo dosaženo přesných vnějších rozměrů, v návaznosti na velikost krabice jsou okraje výrobku ořezávány. Odpad z ořezu je znovu použit pro výrobu.
TERMOFORMING
Sběrový odpadový papír (vlnitá lepenka nebo noviny) je přesně zvážen a vložen do rozvlákňovače. Zde je papír smíchán s vodou a během 15 až 20 minut se rozvlákněn na pulp. Tato směs je čerpána přes dvoustupňovou filtraci, kde se v prvním cyklu odloučí těžké nečistoty (kamínky, písek, kancelářské spony), v druhém cyklu se odloučí všechny lehké nečistoty (dřevo, plast, polystyren a lepicí pásky). Čistý pulp je uskladněn v nádržích a připraven k následnému použití. Posledním krokem přípravy pulpu je je směšování na požadované provozní parametry, celý proces je řízen automaticky.
Druhým výrobním krokem je čerpání pulpu do tvářecí části linky, kde dojde k jeho nasátí na hliníkové formy. Po odsátí zbytkové vody je již hotový výrobek přenesen do horkých lisovacích forem. Během procesu sušení jsou traye, ještě za mokra, lisovány vysokým tlakem. Teplota forem je automaticky řízena mezi 100 - 220 °C. Doba schnutí produktu se pohybuje 60 až 150 sekundami v závislosti na velikosti a hmotnosti traye.
V případě, že zákazník požaduje přesné vnější rozměry, v návaznosti na velikost krabice apod. jsou okraje výrobku ořezávány. Odpad z ořezu je znovu použit pro výrobu.